钨钢钻头该如何选择
点击:1193 日期:2025-11-19
选择字号:小 中 大
针对钨钢钻头选择指南,您可以根据这些要点来做出正确决策。
第一步:明确加工条件(这是选择的基础)
被加工材料是什么?
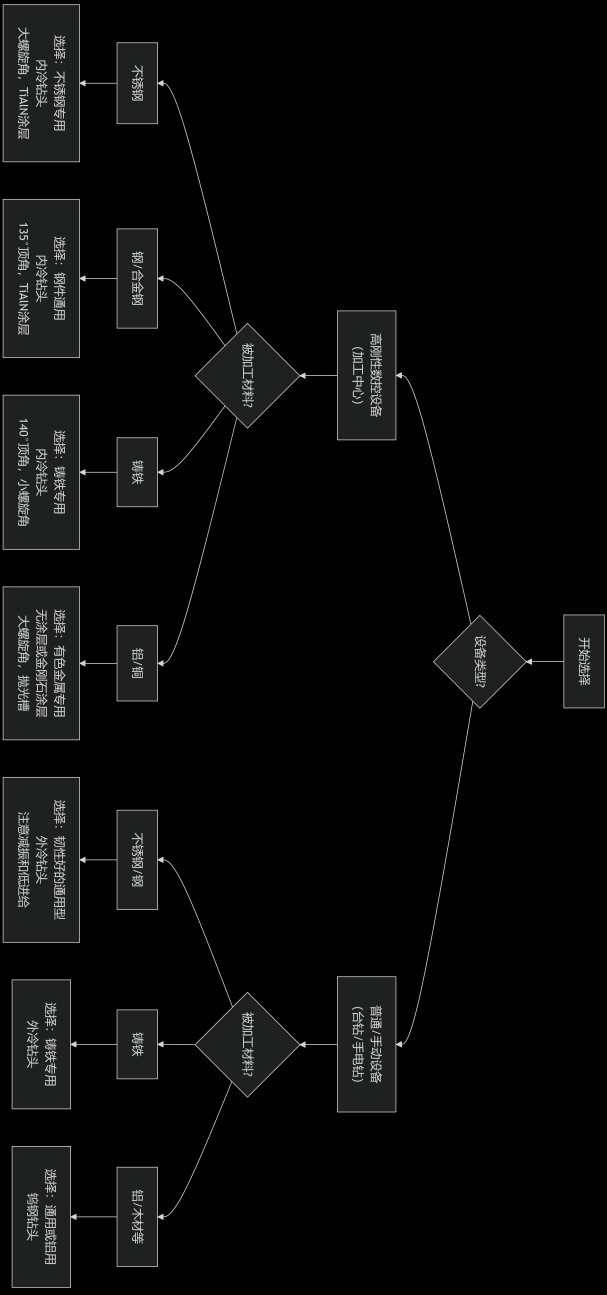
钢材: 碳钢、合金钢、模具钢等。需要通用型或钢专用钻头。
不锈钢: 如304、316等。必须选择不锈钢专用钻头,其通常具有特殊的槽型和涂层,以应对不锈钢的加工硬化、粘性和排屑难题。
铸铁: 灰铸铁、球墨铸铁等。选择铸铁专用钻头,顶角通常较大(如140°),排屑槽设计也不同。
有色金属: 铝、铜、黄铜等。选择锋利的切削刃、抛光的大螺旋角槽型,以防止材料粘附。
高温合金/钛合金: 这是最难的领域,必须选择专门为此类材料设计的顶级钻头,对涂层和刚性要求极高。
使用什么设备?
高刚性设备(加工中心、CNC铣床): 可以使用内冷(通过钻头内部冷却液)钻头,这是效率最高、效果最好的选择。对钻头的柄部公差(通常是h6)也有要求。
普通设备(摇臂钻、台钻): 只能使用外冷钻头(从外部浇冷却液)。需要选择更具韧性的钻头,以应对设备的振动和较低的稳定性。
手持设备(电钻): 一般不推荐使用整体钨钢钻头,因为手电钻的晃动和低转速极易导致钻头崩刃或断裂。如果必须使用,请选择专门为手动工具设计的、具有更强韧性的钨钢钻头。
要加工什么样的孔?
孔深: 是标准孔(孔深小于3倍径)还是深孔(大于3倍径,甚至10倍径以上)?深孔必须选择专门的长径比钻头,并优先选择内冷钻头。
孔径和公差: 孔径是多少?对孔的尺寸精度和光洁度要求高吗?高精度孔需要选择高质量、尺寸精确的钻头,并可能需要进行铰孔或镗孔。
通孔还是盲孔? 盲孔对排屑要求更高,需要良好的钻尖设计和排屑槽。
第二步:看懂钻头自身的参数(这是选择的关键)
钻头涂层 - 这是钨钢钻头的“战衣”
无涂层: 基本型,价格最低,适用于加工非铁金属(如铝、铜)或非金属材料。
氮化钛: 金黄色,通用涂层,能提高硬度和耐磨性。
氮铝钛/氮钛铝: 蓝黑色、紫黑色等。是现代主流涂层,比TiN更硬、更耐高温,抗氧化性能更好,寿命更长。对于钢、不锈钢、铸铁的加工,应优先选择此涂层。
金刚石涂层: 灰色。主要用于高效加工高硅铝合金、石墨、复合材料等磨蚀性强的材料。
钻尖角度和槽型 - 这是钻头的“灵魂”
顶角:
118°: 通用角度,适用于多种材料。
135°: 更常用於钢和不锈钢,定心性好,推力小。
140°: 主要用于铸铁。
螺旋角:
常规螺旋角(30°左右): 通用。
大螺旋角(40°以上): 利于排屑,适用于粘性材料(如铝、不锈钢)和深孔。
小螺旋角(10°-20°): 钻头强度高,适用于高硬材料、脆性材料(如铸铁)的断续加工。
刃口处理:
锋利刃口: 用于铝、铜等软金属,切削力小。
倒棱/钝化: 用于钢、铸铁等,增强刃口强度,防止崩刃。
排屑槽与内冷孔
排屑槽: 光滑、抛光过的槽型能显著改善排屑效果,防止切屑堵塞。
内冷孔: 对于加工中心,内冷钻头是首选。它能将冷却液直接输送到钻尖,起到冷却、润滑和辅助排屑的关键作用,能极大提高加工效率、孔的质量和钻头寿命。
第三步:综合选择策略
您可以遵循以下流程图来做出决策:
实用建议与注意事项
-
优先考虑专用钻头: 不要试图用一支“通用”钻头去应对所有材料。为特定材料(如不锈钢)选择专用钻头,虽然单价稍高,但综合加工效率、孔质量和钻头寿命来看,成本反而更低。
-
刚性和冷却至关重要: 无论多好的钻头,如果设备晃动、装夹不紧或者冷却不足,都无法发挥其性能,甚至会导致快速损坏。确保夹持牢固(推荐使用钻夹头或液压刀柄),并提供充足且浓度合适的切削液。
-
遵循正确的切削参数: 参考钻头供应商提供的切削参数表,设置正确的转速 和进给速度。对于钨钢钻头,通常是高转速、适中进给。进给过慢会磨损钻头,进给过快则可能崩刃。
-
倾听声音和观察切屑: 正常的切削声音是平稳连续的。如果出现刺耳的尖叫或振动声,说明参数可能不合适。理想的切屑是连续不断的“C”形小卷,如果切屑是粉末状或长条缠绕状,都需要调整参数。
总结
选择钨钢钻头的核心在于 “对症下药”:
-
看材料选类型(不锈钢专用、铸铁专用等)。
-
看设备选结构(内冷/外冷、柄部精度)。
-
看要求选性能(涂层、槽型、钻尖)。
对于大多数CNC加工场景,一支具有TiAlN涂层、内冷孔的材料专用钨钢钻头,是兼顾效率、成本和质量的最佳选择。对于手动或普通设备,则应在专用性的基础上,更侧重于钻头的韧性和排屑能力。